第二部【企業情報】
第1【企業の概況】
1【主要な経営指標等の推移】
提出会社の状況
|
回次 |
第19期 |
第20期 |
第21期 |
第22期 |
第23期 |
第24期 |
|
|
決算年月 |
平成23年4月 |
平成24年4月 |
平成25年4月 |
平成26年4月 |
平成26年12月 |
平成27年12月 |
|
|
売上高 |
(千円) |
|
|
|
|
|
|
|
経常利益 |
(千円) |
|
|
|
|
|
|
|
当期純利益 |
(千円) |
|
|
|
|
|
|
|
持分法を適用した場合の投資利益 |
(千円) |
|
|
|
|
|
|
|
資本金 |
(千円) |
|
|
|
|
|
|
|
発行済株式総数 |
(株) |
|
|
|
|
|
|
|
普通株式 |
|
|
|
|
|
|
|
|
A種優先株式 |
|
|
|
|
|
|
|
|
純資産額 |
(千円) |
|
|
|
|
|
|
|
総資産額 |
(千円) |
|
|
|
|
|
|
|
1株当たり純資産額 |
(円) |
|
|
|
|
|
|
|
1株当たり配当額 |
(円) |
|
|
|
|
|
|
|
普通株式 |
|
|
|
|
|
|
|
|
(うち1株当たり中間配当額) |
( |
( |
( |
( |
( |
( |
|
|
A種優先株式 |
|
|
|
|
|
|
|
|
(うち1株当たり中間配当額) |
( |
( |
( |
( |
( |
( |
|
|
1株当たり 当期純利益金額 |
(円) |
|
|
|
|
|
|
|
潜在株式調整後 1株当たり 当期純利益金額 |
(円) |
|
|
|
|
|
|
|
自己資本比率 |
(%) |
|
|
|
|
|
|
|
自己資本利益率 |
(%) |
|
|
|
|
|
|
|
株価収益率 |
(倍) |
|
|
|
|
|
|
|
配当性向 |
(%) |
|
|
|
|
|
|
|
営業活動による キャッシュ・フロー |
(千円) |
|
|
|
|
|
|
|
投資活動による キャッシュ・フロー |
(千円) |
|
|
|
|
△ |
△ |
|
財務活動による キャッシュ・フロー |
(千円) |
|
|
|
|
|
△ |
|
現金及び現金同等物の 期末残高 |
(千円) |
|
|
|
|
|
|
|
従業員数 |
(人) |
|
|
|
|
|
|
|
(外、平均臨時雇用者数) |
( |
( |
( |
( |
( |
( |
|
(注)1.当社は連結財務諸表を作成しておりませんので、連結会計年度に係る主要な経営指標等の推移については記載しておりません。
2.売上高には、消費税等は含まれておりません。
3.持分法を適用した場合の投資利益については、関連会社が存在しないため記載しておりません。
4.第21期において平成24年11月21日付で第三者割当増資を行ったため、A種優先株式が100株となりました。また、第23期において平成26年5月1日付でA種優先株式1株につき10株の割合で株式分割を行い、A種優先株式は1,000株となり平成26年12月5日付でA種優先株式1,000株を消却しております。
5.第19期、第20期、第21期及び第22期においては潜在株式がないため、潜在株式調整後1株当たり当期純利益金額については、記載しておりません。第23期から第24期においては、新株予約権の残高はありますが、当社株式は非上場であるため、期中平均株価が把握できませんので、潜在株式調整後1株当たり当期純利益金額については、記載しておりません。
6.株価収益率については、当社株式は非上場であるため、記載しておりません。
7.第19期、第20期、第21期及び第22期においては、キャッシュ・フロー計算書を作成していないため、営業活動によるキャッシュ・フロー、投資活動によるキャッシュ・フロー、財務活動によるキャッシュ・フロー及び現金及び現金同等物の期末残高は記載しておりません。
8.従業員数は就業人員であり、平均臨時雇用者数(アルバイト、人材会社からの派遣社員を含む。)は、年間の平均人員を( )外数で記載しております。
9.平成26年12月5日開催の臨時株主総会決議により、決算期を4月30日から12月31日に変更いたしました。従って第23期は平成26年5月1日から平成26年12月31日までの8ヶ月間となっております。
10.第23期、第24期の財務諸表については、「財務諸表等の用語、様式及び作成方法に関する規則」(昭和38年大蔵省令第59号)に基づき作成しており、金融商品取引法第193条の2第1項の規定に基づき、有限責任 あずさ監査法人の監査を受けておりますが、第19期、第20期、第21期及び第22期については、「会社計算規則」(平成18年法務省令第13号)に基づき算出しており、有限責任 あずさ監査法人の監査を受けておりません。
11.第20期より、「1株当たり当期純利益に関する会計基準」(企業会計基準第2号 平成22年6月30日公表分)、「1株当たり当期純利益に関する会計基準の適用指針」(企業会計基準適用指針第4号 平成22年6月30日公表分)及び「1株当たり当期純利益に関する実務上の取扱い」(実務対応報告第9号 平成22年6月30日)を適用しております。
12.当社は、平成26年5月1日付で株式1株につき10株の株式分割を行っており、平成28年8月12日付で株式1株につき400株の株式分割を行っておりますが、第23期の期首に当該株式分割が行われたと仮定し、1株当たり純資産額及び1株当たり当期純利益金額を算定しております。そこで、東京証券取引所自主規制法人(現 日本取引所自主規制法人)の引受担当者宛通知「『新規上場申請のための有価証券報告書(Ⅰの部)』の作成上の留意点について」(平成24年8月21日付東証上審第133号)に基づき、第19期の期首に当該株式分割が行われたと仮定して算出した場合の1株当たり指標の推移を参考までに掲げると、以下のとおりとなります。
なお、第19期、第20期、第21期及び第22期の数値(1株当たり配当額についてはすべての数値)については、有限責任 あずさ監査法人の監査を受けておりません。
|
|
第19期 |
第20期 |
第21期 |
第22期 |
第23期 |
第24期 |
|
|
|
平成23年4月 |
平成24年4月 |
平成25年4月 |
平成26年4月 |
平成26年12月 |
平成27年12月 |
|
|
1株当たり純資産額 |
(円) |
61.80 |
88.42 |
116.59 |
154.55 |
392.71 |
476.56 |
|
1株当たり 当期純利益金額 |
(円) |
35.36 |
32.62 |
41.42 |
37.95 |
21.69 |
83.85 |
|
潜在株式調整後 1株当たり 当期純利益金額 |
(円) |
- |
- |
- |
- |
- |
- |
|
1株当たり配当額 |
(円) |
|
|
|
|
|
|
|
普通株式 |
6.00 |
13.25 |
- |
5.00 |
- |
- |
|
|
(うち1株当たり中間配当額) |
(-) |
(-) |
(-) |
(-) |
(-) |
(-) |
|
|
A種優先株式 |
- |
- |
5.00 |
5.00 |
- |
- |
|
|
(うち1株当たり中間配当額) |
(-) |
(-) |
(-) |
(-) |
(-) |
(-) |
|
2【沿革】
当社設立以降、現在までの沿革は次のとおりであります。
|
|
||||||
|
(注)1.砂型鋳造 溶かした金属を砂で作った鋳型(砂型)に流し込んで鋳造品を作る工法です。砂型に流し込み作ることにより、形状が複雑な鋳造品の作製に向いています。
2.マシニングセンタ 自動工具交換機能をもち、目的に合わせて異種の加工を1台で行うことができる数値制御工作機械のことです。
3.木型 鋳型を作るときに用いる木製の製品模型のことです。通常は上下2つの部分に分けて作り、それぞれ上型用、下型用に用い、砂を詰めてから模型を抜き取り、上型、下型を合わせて組み立てると、製品の形の空洞をもつ砂型が出来ます。
4.コンセプトセンター 長野県飯田市に位置し、鋳造品を作製する施設であり、鋳造事業のすべての工程を行っております。
5.熱処理 加熱や冷却などの温度制御により金属材料の内部組織、性質を人工的に調整する方法です。焼入れ、焼戻しなど様々な方法があり、以後の工程又は使用に最良の状態にするために、組織・結晶粒度などが改善されます。
6.テクニカルセンター ナイロン造形機4台、各種加工機を保有し、試作品を作製する工程を行っている当社の事業所の呼称であります。
7.HEARTROID(ハートロイド) 当社が国立大学法人大阪大学大学院医学系研究科及びフヨー株式会社と共同で開発した心臓カテーテル治療トレーニングシステムのことです。X線透視下の実践に即した本格的なトレーニングから、机上でのイメージトレーニングまで環境を選ばずに手軽にカテーテル操作を練習することができます。オペに臨む医師や医学生が使用するほか、医療機器メーカーの研究開発や販売促進ツールとして利用されています。なお、同システムは、薬機法(「医薬品、医療機器等の品質、有効性及び安全性の確保等に関する法律」)上の「医療機器」に該当いたしません。
8.非破壊検査 部品や構造物の傷を、対象物を破壊することなく検出する検査技術のことです。
9.CTスキャナ Ⅹ線を利用して物体を走査しコンピュータを用いて処理することで、物体の内部画像を構成する技術、あるいはそれを行うための機器のことです。 |
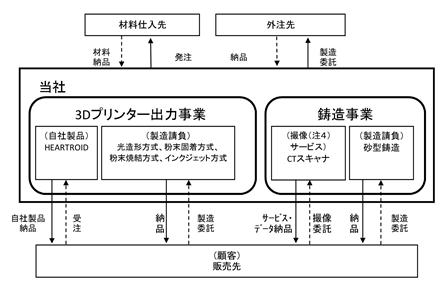
3【事業の内容】
「この国のものづくりを置き去りにする」という経営理念のもと、3次元CADデータ技術を用いて「樹脂を素材とする3Dプリンター」と「金属を素材とする砂型鋳造」の両成型法を利用、発展させながら、製造業を中心に幅広い業種の「試作品」から「最終製品」づくりをトータルサポートすることを主たる事業としております。
当社の事業は、3Dプリンター出力事業と鋳造事業から構成されており、報告セグメントの区分も当該事業によっております。2つの事業を持つことで、3次元CADデータのノウハウを共有するだけでなく、人員のローテーションや設備の共同利用など社内のハード・ソフト資源を有効に活用することが可能になります。
3Dプリンター出力事業につきましては、製品開発を行っている顧客に対して試作品を3Dプリンターで作製し、提供するサービスを行っており、装置のメンテナンスから3次元CADデータの特殊処理まで、製造メーカーと受託サービス会社が持つ一連のノウハウを有しながら、年中無休の稼働体制、無料造形サービス等、顧客のニーズに応じた取組みを行っております。
鋳造事業につきましては、多品種少量生産に適した砂型鋳造法を採用しております。また、多くの鋳造業者が鋳造以外の工程の外注化を図っているのに対し、当社では木型、鋳造、熱処理、機械加工、検査まで一貫した製造工程を内製化したことにより、顧客メーカーの要求に応える安定した製品品質と短納期化を実現しております。従来の「伝統の職人技」と言える部分を精緻な3次元CADデータの取り込みなどを通して、砂型鋳造の精度をダイカスト法(注1)と同等レベルまで向上させたことで、試作品のみならず最終製品の受託も手掛けております。また、最終製品と同素材の試作品を顧客に販売することで、製品に対する需要を把握するテストマーケティングにも利用されております。
平成27年には、GEセンシング&インスペクション・テクノロジーズ株式会社製の第三世代産業用CTスキャナを国内で初めて導入し、自動車や航空宇宙分野で求められる厳しい品質保証体制を構築すると同時に、製品評価やリバースエンジニアリング(注2)等の高度な受託測定サービスを展開しております。
このように品質保証体制と短納期を強みとして、一部の完成車メーカーからTier1(注3)企業として選定されています。
[事業系統図]
(注)1.ダイカスト法
金型鋳造法のひとつで、金型に溶融した金属を圧入することにより、高い寸法精度の鋳造品を短時間に大量に生産する鋳造方式のことです。
2.リバースエンジニアリング
物体をCTスキャンしてデータをコンピュータに取り込み、そのデータから物体形状のCADデータを再構築することです。
3.Tier1
メーカーに部品を直接納入する一次サプライヤーのことです。一次請負とも言われています。
4.撮像
CTスキャンで得られた被写体の全方向からのX線透過画像を解析し、断面画像を得ることです。
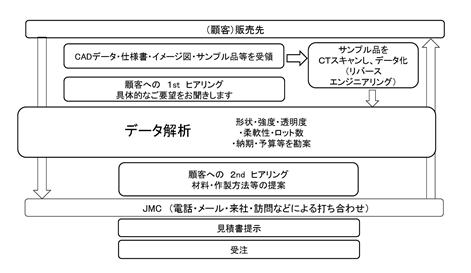
[事業フロー]
(1)3Dプリンター出力事業
3Dプリンター出力事業では、製品開発を行っている顧客に対して試作品を3Dプリンターで作製し、提供するサービスを行っております。当社が保有する3Dプリンターは、光造形方式8台、粉末焼結(ナイロン造形)方式4台、粉末固着(石膏造形)方式2台、インクジェット方式1台の合計15台と、現在業界で採用されているすべての工法を備えております。工法が多岐にわたることに加えて、当社では顧客への短納期化を実現するために、自社による見積データの解析・補正サービスや年中無休の稼働体制を敷いております。また、3Dプリンターでの作製後の各種後加工(塗装・染色・ネジ加工・アルミ真空蒸着(注5)・真空注型(注6))も行っております。
同事業においては、医療分野でも3Dプリンターによる製品の作製サービスを行っております。脳外科、口腔外科分野において、患者のCT・MRIデータから頭蓋骨や下顎骨のデータを作成し、3Dプリンターで実体モデルを作製しております。実体モデルは、手術前のシミュレーションや手術方式の説明等に利用されております。また、3Dプリンターと真空注型を組み合わせた独自の技術(特許番号5236103号)を保有しております。これは、臓器の複雑な形状を忠実に再現するため、型を3Dプリンターで作製し、シリコーンゴムなどの軟質材料を注入することで、軟質の臓器モデルを作製するものです。臓器モデルは医療機器の機能評価やカテーテルや内視鏡手術のトレーニングに利用されております。
3Dプリンターのそれぞれの方式の特徴は以下のとおりであります。
a光造形方式
工業製品の高速試作に用いられる3Dプリンターであります。液体樹脂にレーザーをあて、硬化させながら層を積み重ねていくことで作製します。他の3Dプリンターに比べて高精度な製品を作製することができる一方、導入コストが高額であり、運用には高度なノウハウが必要なため、ハイクラスなサービスビューロー(注7)や大企業の研究開発部等が導入するプロユースの装置であります。用途の例としては、医療機器の試作品、部品の接続の機能検証用のモデル、可視化用の透明モデル等になります。
b粉末焼結(ナイロン造形)方式
ナイロン粉末をCO2レーザーで焼き固め、積み重ねていくことで、モデルを作製する3Dプリンターであり、強度や耐熱性が求められるモデルの作製に用いられます。装置は3Dプリンターの中で高額な部類に属し、また、材料費も高価なため導入に対する障壁が高い方式であります。用途の例としては、自動車の動作確認用部品モデルや内装部品の試作品等になります。
c粉末固着(石膏造形)方式
他の3方式に比べて造形スピードが早く、試作品や簡易的な模型等の形状確認用モデルの作製に適した3Dプリンターであります。プリンターヘッドから接着剤を塗布し、石膏を硬化させて積層していきます。接着剤に色素を混ぜることにより、色彩豊かなモデルを造形することが出来ます。精度は他の3Dプリンターに比べて劣りますが、サイズの確認や短納期が要求されるモデルに使われております。用途の例としては、医療用実体モデル、製品の展示用模型等になります。
dインクジェット方式
紫外線硬化型樹脂をプリンターヘッドから微細な液滴として吐出し、紫外線ランプで硬化させてモデルを作製する3Dプリンターです。装置は光造形に比べて小型で、モデルの後処理が容易であり、大型の洗浄装置が必要ない方式です。用途の例としては、複雑な内部形状を持つモデル、流路解析用モデル等になります。
(注)5.アルミ真空蒸着
真空内でアルミニウムを加熱して、気化・昇華させ、離れた位置に置かれた基材・基板の表面に付着・堆積させて薄膜を形成する技術のことです。
6.真空注型
光造形品や切削加工品をマスターモデルにして、シリコーンゴム等の複製用の型を作製します。その型に樹脂を流し込み固化させた後、型を外して複製品を作製する工法のことです。
7.サービスビューロー
商用印刷やデスクトップパブリッシングに関連するサービスを行う業者のことで、出力センターとも呼ばれています。ページレイアウトソフトで作成したデータの出力や、スキャニングなど様々なサービスを行います。
(2)鋳造事業
①砂型鋳造
鋳造は、製品の形状を反転させた型に、鉄・銅・アルミニウム・マグネシウム等の溶かした金属を流し込み、製品を作製する工法になります。この時に用いる型を“鋳型(いがた)”と呼び、素材により金型・砂型・石膏型等、数種類に分けられます。
鋳造工法は、複数の工程から成っており、顧客から受領したCAD(注8)データから型データの作成、木型の作製、砂型の作製、鋳込み(注9)、仕上げ、熱処理、機械加工、検査を経て、製品が完成いたします。これまでの鋳造業界では、その各工程をそれぞれ別会社が営んでおり、工程間のデリバリー時間が発生することや、工程間の情報共有不足による不良品発生が問題となっております。当社も事業開始時は砂型の作製、鋳込み、仕上げ工程のみ自社で行っており、それ以外の工程を外部委託しておりましたが、顧客からの短納期や品質向上の要求に応えるためには、完全素加一貫(注10)の生産体制を構築する必要があり、1工程ずつ着実に内製化してきました。3Dプリンター出力事業と同様に、顧客からはコストよりも短納期が重視される傾向があるため、当社のスピードが付加価値となり、価格競争面で有利に働く要素となっております。
当社の砂型鋳造は、金型を使用するダイカスト工法に近い品質を実現しております。それは、切削機械で木型を作製し、同業の砂型鋳造業者よりも細かい粒径の鋳物砂(注11)を使用しているからであります。また、組織の密度等鋳造品の物性において、ダイカスト工法よりも砂型鋳造が優れており、表面粗さと寸法精度が担保されれば、品質は砂型鋳造品が優ります。
②CTスキャンサービス
当社では、国内で初めてGEセンシング&インスペクション・テクノロジーズ株式会社製の第三世代産業用CTスキャナ(phoenix v|tome|xC450)を導入しました。この装置は、自動車、航空宇宙、電力等の幅広い分野において品質保証を行う用途に最適化されており、当社の鋳造品の非破壊検査や三次元測定に生かされます。CTスキャン技術は製品現品の品質保証が求められる分野においては不可欠であり、製造規格やメーカー独自の品質保証レベルをクリアするために有効なものであります。当社の主な活用事例は下記のとおりであります。
a鋳造品の内部品質評価
鋳巣欠陥(注12)は、様々な要因によって発生します。CTスキャンは素材内部の欠陥を簡単に検出することができるため、より質の高い製品開発をサポートできます。
b鋳造品中子(注13)形状の寸法測定
CTスキャンは、測定困難な内部形状や構造を測定するのに有効であるため、中子ズレ等切断面による評価を必要とするケースでも、フラットパネルによる高速スキャンを利用して、短時間で広範囲の評価を行うことができます。
cリバースエンジニアリング
CTスキャンは品質保証への利用だけではなく、図面のない製品や自然物のデータ化にも活用出来ます。さらに当社では3Dプリンター出力事業の豊富な実績から、3Dプリンター出力用のデータの編集も可能であり、リバースエンジニアリングによるものづくりをサポートすることができます。
d素形材の解析
カーボンの素材強度に影響するカーボン繊維の配向の解析サービスを行っております。
e放射線照射
産業用CTスキャナにて放射線を物体に照射し続けることで、物体がどのように変化、変質していくのかを確認するサービスを行っております。
(注)8.CAD(Computer Aided Design)
コンピュータ支援設計とも訳され、コンピュータを用いて設計をすること、あるいはコンピュータによる設計支援ツール(CADシステム)のことです。
9.鋳込み
溶かした金属を鋳型に流し入れることです。
10.素加一貫
素材(鋳造品)の作製から後加工まで一貫するという意味で、型作製から検査まですべて自社内で完結させることです。
11.鋳物砂
鋳造品用の鋳型(砂型)を作製するために用いる砂のことです。耐火性・通気性・伸縮性などが良いものを使います。
12.鋳巣欠陥
鋳巣欠陥とは、鋳造品の内部に空洞が発生するという不良のことです。
13.中子
中空の鋳造品を作製する際に、中空となる部分に入れる鋳型のことです。
4【関係会社の状況】
該当事項はありません。
5【従業員の状況】
(1)提出会社の状況
|
平成28年9月30日現在 |
|
従業員数(人) |
平均年齢(歳) |
平均勤続年数(年) |
平均年間給与(円) |
|
78(3) |
31.4 |
2.8 |
4,230,393 |
|
セグメントの名称 |
従業員数(人) |
|
3Dプリンター出力事業 |
18(3) |
|
鋳造事業 |
45(-) |
|
報告セグメント計 |
63(3) |
|
全社(共通) |
15(-) |
|
合計 |
78(3) |
(注)1.従業員数は就業人員であり、平均臨時雇用者数(アルバイト、人材会社からの派遣社員を含む。)は、最近1年間の平均人員を( )外数で記載しております。
2.平均年間給与は、賞与及び基準外賃金を含んでおります。
3.全社(共通)として記載されている従業員数は、管理部門に所属しているものであります。
4.従業員が最近1年間において、20名増加しましたのは、主として業容拡大に伴う定期及び期中採用によるものであります。
(2)労働組合の状況
当社の労働組合は結成されておりませんが、労使関係は良好であり、特に記載すべき事項はありません。